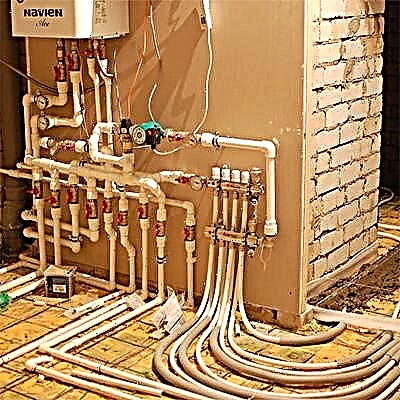
Capacitatea de a asambla conductele în mod independent este un plus incontestabil al produselor din polipropilenă. Folosind un material convenabil și ușor, puteți construi o canalizare cu propriile mâini, puteți repara și îmbunătăți alimentarea cu apă.
Principalul lucru este să înțelegeți specificul conectării elementelor prefabricate la un loc. De acord, aceasta este o parte importantă a lucrării responsabile pentru etanșarea liniei și funcționarea ei fără probleme.
Vă oferim informații detaliate despre modul de lipire a conductelor de polipropilenă, ce echipamente sunt utilizate în lucrare și, de asemenea, enumerăm cele mai frecvente greșeli ale sudorilor începători.
Informațiile pe care le oferim vă vor ajuta să creați comunicații fiabile. Pentru percepția vizuală, articolul este completat de aplicații grafice și de un ghid video.
Specificul conductelor de lipit din polipropilenă
Procesul de lipire se realizează datorită proprietăților termoplastice pronunțate ale materialului. Polipropilena se înmoaie atunci când este încălzită - capătă o stare similară cu plastilina.
Galerie de imagini
Fotografie din
Racordare priză sau soclu a țevilor polimerice
Țevi și armături de polipropilenă de lipit
Montarea armăturii pentru supape
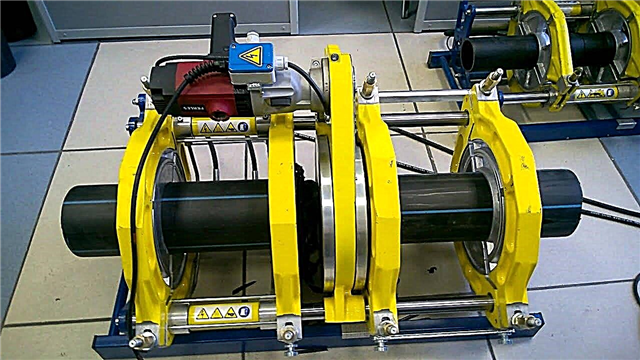
Brațarea butucului a conductelor cu diametru mare
Prezentare generală a tehnologiei
Revenirea materialului în condițiile unui fundal de temperatură normală ajută la întărirea structurii sale la o stare normală. Aceste proprietăți au devenit principala tehnologie de lipire, care se numește tehnic de sudare prin polifuzie.

Metoda de lipire a bazinelor pe plastic este răspândită. Tehnologia este simplă și necesită investiții minime de efort și bani
În practică, se folosesc două metode pentru îmbinarea pieselor care urmează a fi sudate:
- Cuplare.
- Drept.
Metoda de cuplare. Tehnica de sudare arată cum este posibilă lipirea țevilor de polipropilenă folosind o parte în formă pentru aceasta - un manșon sau o țeavă cu un diametru exterior mai mare. De obicei în acest fel se efectuează lipirea conductelor de plastic, al căror diametru nu depășește 63 mm.
Principiul sudării a două părți în acest caz se bazează pe topirea părții conductei de-a lungul circumferinței exterioare și a părții de cuplare de-a lungul regiunii interioare. Apoi, ambele părți se potrivesc strâns.

Lipire cuplaj: 1 - conductă de plastic, 2 - cuplaj (sau priză de fixare), 3 - element de încălzire de lipit, 4 și 5 - duze metalice (semifabricate)
Mod direct. Metoda se bazează pe același principiu de topire a unor mici secțiuni de țevi de plastic cu îmbinarea lor ulterioară. Dar în această realizare, elementele fund sunt două conducte cu aceleași diametre și sunt unite de suprafețele de capăt.
Aceasta, la prima vedere, o metodă simplă de polipropilenă de lipit necesită prelucrarea de înaltă precizie a îmbinărilor și instalarea exactă a două părți de-a lungul axelor în timpul lipirii lor.

Lipire directă: 4 - elementul de încălzire al fierului de lipit, 5 - regiunea conductei supuse topirii. Această tehnică pentru sudarea conductelor de plastic este rar folosită în sectorul intern.
Împreună cu tehnologiile „fierbinți” desemnate, se practică și practica legării „la rece”. Aici, este folosit un solvent special ca component de lipit activ, care poate înmuia structura polipropilenei. Cu toate acestea, o astfel de tehnică nu diferă în ceea ce privește nivelul ridicat de popularitate.
Mașini de lipit pentru sudare cu țeavă
Atât cuplarea, cât și metodele directe necesită lipire conducte de plastic cu mașini speciale de sudare. Din punct de vedere structural, tehnica de lipit este ceva ca un fier electric.
La baza dispozitivelor se află un element masiv de încălzire a metalelor, pe suprafața căruia sunt instalate duze amovibile - lingouri metalice cu diametre diferite. Un astfel de fier de lipit se numește fier pentru sudare.

Arata ca un fier de lipit ("fier") pentru conductele din polipropilenă. Un dispozitiv electric simplu, semiautomat, datorită căruia se realizează adeziune din plastic
Pentru executarea sudării cu fund, proiectele dispozitivelor de lipit sunt de o complexitate crescută. De obicei, o astfel de tehnică include nu numai un element de încălzire, ci și un sistem de centrare pentru piesele care trebuie sudate.
De regulă, echipamentele de sudare directă, precum tehnologia în sine, sunt rareori utilizate în sfera internă. Prioritatea de utilizare este industria.

Un dispozitiv mai complex, cu ajutorul căruia se realizează alinierea exactă a pieselor care urmează să fie sudate cu procesul suplimentar de încălzire și lipire. Folosit cu tehnologie de sudare directă
Pe lângă fierul de lipit, masterul va avea nevoie și de:
- foarfece - freză de țeavă pentru țevi din polipropilenă;
- construirea ruletei;
- produse metalice pătrate;
- aparat de ras pentru conducte cu armare;
- marker sau creion;
- agent de degresare a suprafeței.
Întrucât lucrările sunt efectuate cu echipamente la temperaturi ridicate, asigurați-vă că purtați mănuși de lucru strânse.
Procedura de sudare din polipropilenă
Atenție importantă! Sudarea materialelor polimerice trebuie efectuată în condiții de bună ventilație a încăperii. Când polimerii sunt încălziți și topiți, substanțele toxice sunt eliberate, care într-o anumită concentrație au un efect grav asupra sănătății umane.

Procedura de sudare a polipropilenei este simplă, dar necesită precizie și acuratețe în lucrare. De asemenea, trebuie evitate erorile banale, cum ar fi încălzirea insuficientă sau excesivă.
Primul lucru de care trebuie să te pregătești pentru muncă:
- Pe platoul încălzitorului instalați golurile cu diametrul dorit.
- Setați regulatorul de temperatură de lipit la 260ºС.
- Pregătiți piesele de împerechere - marcaj, șampon, degresare.
- Porniți stația de lipit.
- Așteptați până când temperatura de lucru a fost setată - indicatorul verde este aprins.
Piese de fixare (cuplaj de conductă) în același timp pentru a se potrivi pe semifabricatele stației de lipit. În acest caz, conducta de polipropilenă este introdusă în regiunea interioară a unui gol, iar manșonul (sau soclul părții în formă) pe suprafața exterioară a celuilalt semifabricat.
De obicei, capetele conductei sunt introduse de-a lungul limitei liniei marcate anterior, iar manșonul este complet introdus. Susținerea pieselor din polipropilenă pe discuri preîncălzite, trebuie să țineți cont de nuanța importantă a timpului de menținere a tehnologiei.
Galerie de imagini
Fotografie din
Pasul 1: Tăierea conductei de polimer înainte de lipire
Pasul 2: Marcarea adâncimii de încălzire a conductei
Pasul 3: Încălzirea părților de călcat
Pasul 4: conexiune rapidă după încălzire
Dacă nu există o expunere suficientă la timp, există riscul obținerii unui grad scăzut de difuzie a materialului, ceea ce va afecta calitatea joncțiunii. Dacă este vorba de piese supraexpuse, atunci riscul de deformare a structurii produsului este mare. Aceasta este plină de deteriorarea calității aderențelor.
Se recomandă utilizarea tabelului, care indică timpul optim pentru țevi cu parametri tehnici diferiți.
Tabel de timp de brasaj PP
| Diametrul conductei convenționale, mm | Timp de încălzire pentru o difuzie optimă, sec | Timpul de lipire a pieselor, sec | Timp pentru răcirea pieselor, min |
| 20 | 5-8 | 8 | 2 |
| 25 | 7-11 | 10 | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | 20 | 5 |
După ce au ținut piesele pe semifabricate pentru o perioadă optimă de timp, acestea sunt îndepărtate și îmbinate rapid de părțile încălzite. Procedura de îmbinare trebuie efectuată clar, rapid (la timp în tabel), sub rezerva alinierii pieselor lipite.
Este permisă efectuarea unor ajustări minore de-a lungul axelor (în 1-2 secunde), dar întoarcerea părților, una față de cealaltă, este inacceptabilă.

Așa arată o structură sudată - un fragment dintr-o conductă din polipropilenă. O calitate înaltă de lipit este indicată de o cusătură caracteristică la locul unde conducta intră în armătură
Timpul de lipire indicat al oricărei țevi din polipropilenă poate fi reglat în funcție de condițiile de lucru și indicatorii materialului.
De exemplu, dacă instalarea se realizează la temperaturi ambiante sub zero, în mod natural standardele specificate cresc până la 50% din valoarea nominală. Pentru fiecare condiție non-standard, timpul de încălzire este selectat prin lipire de încercare.
Țevi de lipit cu armare
Vom lua în considerare modul de a lipa corect conductele de polipropilenă armate. Este obligatorie scoaterea materialului de protecție. Prezența unui strat armat (folie de aluminiu) în structura conductei necesită o încălzire suplimentară. Dar nu acesta este ideea.
De obicei, astfel de produse au un diametru crescut și nu se potrivesc cu vârfurile standard de fier de lipit. Trebuie curățate înainte de procesul de lipire. O excepție sunt țevile armate cu fibră de sticlă. Sunt lipite standard.
Dată fiind diversitatea tehnologiilor de armare a țevilor de polipropilenă, se folosesc diferite metode de prelucrare înainte de lipire. În mod tradițional, un stripper este folosit pentru dezbrăcare.
Galerie de imagini
Fotografie din
Shaver - un instrument pentru pregătirea țevilor PP armate
Îndepărtarea a două straturi exterioare
Țeavă din polipropilenă lipit
Prelucrarea înainte de lipirea conductei PP neinforțate
Acest nume are un dispozitiv special sub formă de mânecă metalică cu cuțite. Masina de bărbierit este pusă pe partea finală a țevii pentru a fi lipită, iar prin mișcări de rotație în jurul axei conductei, acestea curăță stratul armat pentru a curăța plasticul.
Dacă stratul armat este situat în mijlocul peretelui țevii de plastic, aici este mai rezonabil să utilizați un alt instrument pentru prelucrare - un dispozitiv de tuns.

Un alt dispozitiv este un instrument de tuns, necesar pentru sudarea conductelor armate. De regulă, un tub transversal este utilizat pe țevi a căror structură de perete conține un strat armat în regiunea centrală
Dispozitivul nu este foarte diferit de croitoreasă, cu excepția amplasării și designului elementelor de tăiere. După prelucrarea cu un tăietor torse, capătul conductei este aliniat de-a lungul capătului, plus o parte a stratului armat este tăiată la o adâncime de 2 mm în jurul întregii circumferințe. Acest tratament vă permite să efectuați lipire fără defecte.
Efectul erorilor asupra calității sudării
Acțiunile lente, atent luate în considerare sunt o garanție împotriva erorilor care pot nega toate lucrările. Toate detaliile tehnologiei de lipit trebuie luate în considerare și nu la un pas de ele.
Erori frecvente care au ca rezultat noduri defecte ale rețelei de alimentare cu apă propilenică instalată:
- Suprafața țevii nu a fost curățată de folie de grăsime.
- Unghiul de tăiere al pieselor de împerechere diferă de valoarea de 90º.
- Montarea extremă a capătului conductei în montare.
- Încălzirea insuficientă sau excesivă a pieselor lipite.
- Îndepărtarea incompletă a stratului armat din țeavă.
- Corecția poziției pieselor după setarea polimerului.
Uneori, pe materiale de înaltă calitate, încălzirea excesivă nu dă defecte exterioare vizibile. Cu toate acestea, se observă o deformare internă când polipropilena topită închide pasajul interior al conductei. În viitor, un astfel de nod își pierde capacitatea de lucru - devine rapid înfundat și blochează fluxul de apă.

Un exemplu de defect de lipire rezultat din acțiuni eronate. Stăpânul a supraîncălzit o țeavă de plastic, care, la rândul ei, a fost deformată din interior
Dacă unghiul de tăiere a pieselor de capăt diferă de 90 °, la momentul îmbinării părților capetele conductelor se află într-un plan teșit. Se formează alinierea necorespunzătoare a pieselor, care devine vizibilă atunci când o linie lungă de câțiva metri este deja montată.
Adesea, din acest motiv, trebuie să refăți din nou întregul ansamblu. În special în condițiile de așezare a conductelor în porți.
Degresarea slabă a suprafețelor articulate contribuie la formarea de „insule de respingere”. În astfel de puncte, sudarea cu polifuză nu are loc deloc sau parțial.
O vreme, conductele cu un defect similar funcționează, dar se poate forma oricând o grabă. Frecvent sunt, de asemenea, erorile asociate cu o fixare liberă a conductei în interiorul armăturii.

O greșeală obișnuită la lipirea conductelor de polipropilenă este o intrare liberă a capătului conductei în priză. Țeva trebuie să se extindă până la marginea jantei sau a liniei de marcare
Un rezultat similar este prezentat pentru compușii realizați cu curățarea incompletă a stratului de armare. De regulă, o conductă cu armătură este plasată pe conducte de înaltă presiune. Folia de aluminiu reziduală creează o zonă fără contact în zona de lipit. În acest moment apar deseori scurgeri.
Cea mai mare greșeală este încercarea de a corecta elementele de lipit cu defilarea în jurul axei unul față de celălalt. Astfel de acțiuni reduc brusc efectul sudării prin polifuzie.
Cu toate acestea, în unele puncte, se formează un vârf și se obține așa-numita „priză”. Cu o forță de tracțiune mică, prinderea ține articulația. Cu toate acestea, dacă doar puneți conexiunea sub presiune, aderența se va destrăma imediat.
Informații suplimentare despre conductele de sudare din polipropilenă sunt prezentate în acest articol.
Profesioniștii au întotdeauna ceva de învățat. Modul de lucru cu polipropilena poate fi văzut în următorul videoclip:
Montarea conductelor realizate din polimeri prin sudarea lor „la cald” este o tehnică convenabilă și populară. Este utilizat cu succes în instalarea comunicațiilor, inclusiv la nivelul gospodăriei.
Această metodă de sudare poate fi folosită de oameni fără experiență. Principalul lucru este să înțelegeți corect tehnologia și să asigurați exactitatea acesteia. Iar echipamentele tehnologice pot fi cumpărate sau închiriate.
Aveți experiență la lipirea conductelor de polipropilenă? Vă rugăm să partajați informații cu cititorii noștri. Puteți lăsa comentarii și pune întrebări pe această temă în formularul de mai jos.